Introduction: Mechanical Kiln Inspection

Mechanical Kiln Inspection
Kilns are one of the largest machineries ever made which are running Hot, Dusty and constantly rotating with higher loads. These hostile conditions make it very difficult to measure accurate and precise Mechanical Kiln Inspection readings.
Mechanical Kiln inspection is required to ensure optimum availability of the kiln installation and to verify that the kiln operates within the load and stress parameters.
Mechanical Kiln inspection is performed during normal operation of the kiln and are based on advanced measuring techniques and evaluated by highly experienced kiln specialists.


Hot Kiln Alignment
Misalignment of the kiln axis may result in overloading of supports, excessive stresses in kiln shell, tyres and supporting rollers as well as bearing overload.
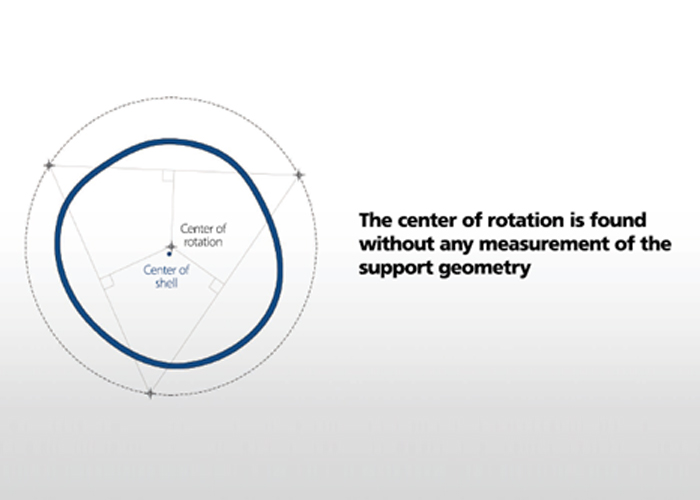
The Kiln Shell is a substantially long cylindrical body supported at rotational rollers beneath it, having no fixed end points for defining its axis of rotation. In such conditions determining the axis of rotation depending on the several sets of tyres and rollers along the length is very difficult.
It the active rotation of the kiln shell that provides the unique solution to determine the exact kiln shell axis condition which can state that the rollers are holding the kiln shell straight. Most of the previous Alignment methods were determining the center of the kiln through geometry and even today most of the Alignment methods are using Two-Point Theodolite methods which are completely on assumptions. Measuring the geometrical dimensions of the Kiln components in hot conditions while in motion and regular wear of parts compromises the final results.
The Hot Kiln Alignment axis is measured in Horizonal and Vertical axis using the most precise and proven laser technology. This proven method establishes the Kiln is perfectly aligned condition and which reduces the stress on shell, Tyre, supporting rollers and its components and increases the life of refractory inside the Kiln.


Shell Ovality Analysis (Shell Flexing Analysis)
Refractory is the key elements of the Kiln, as around 80% of kiln stoppages occur due to refractory failure during the operation of kiln. Hence Ovality/ flexing becomes most important parameter to be measured.
Ovality is a measurement of how well a kiln shell is able to support refractory. Rotary kiln refractory brick linings depend on the principal of the continuous arch to stay in place. Naturally any forces acting on that arch, such as a flexing kiln shell, will act to deteriorate the mechanical stability of that arch. It is not uncommon, therefore, for refractory to literally fall out in a short time after installation if excessive flexing of the kiln shell exists
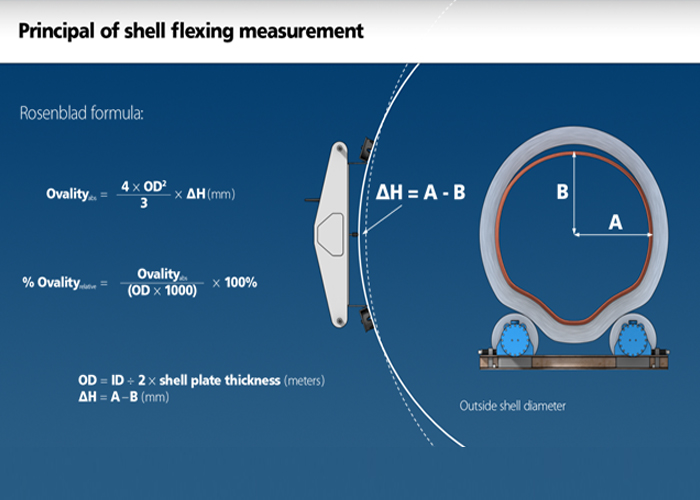
Ovality measurement is a simple method to measure how much a kiln shell flexes. It is dynamic measurement of the kiln shell flexing in a rotation of kiln.
It is a measurement that was developed to monitor the behavior of the shell as it directly affects refractory. The kiln shell is very flexible when compared to refractory brick. The flexing, as far as the shell is concerned, is usually no particular problem. It normally will not cause the steel plate of the shell to crack. But there are defined limits to shell flexing which should not be exceeded if the refractory is expected to survive.
We know in the case of floating tires that there is a difference in size, the shell being marginally smaller than the bore of the tire. This is a simple mechanism to accommodate differential thermal expansion between the tire and the shell.
An instrument, magnetically held to the shell at each of its ends, can measure the amount of movement of the shell at its midpoint while the kiln makes a complete turn.
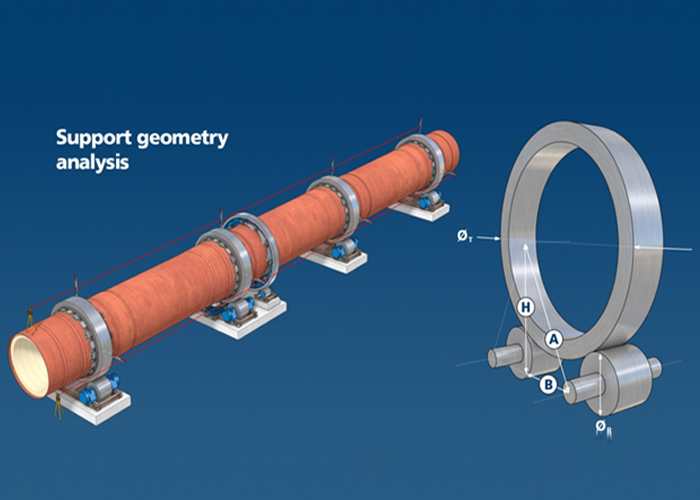
Shell Profile Analysis (Kiln Shell Runout)
A damaged shell is expensive to correct. Taking the kiln off-line, repairing or replacing shell sections and bringing it back on-line, is always costly. An ounce of prevention is worth a pound of cure, according to conventional wisdom. Our purpose is to improve your skills of recognition in order to exercise preventive maintenance effectively, thereby eliminating, or certainly reducing, expensive and unexpected shutdowns.
The kiln shell deformation measurement is based on the measurement of the distance from a fix point to the shell while the kiln is rotating.
The kiln shell plastic deformation is the deviation of the shell geometry from the design, assuming the shell would not be subject to any external forces. This deviation is independent from the position (or angle of rotation) of the kiln.
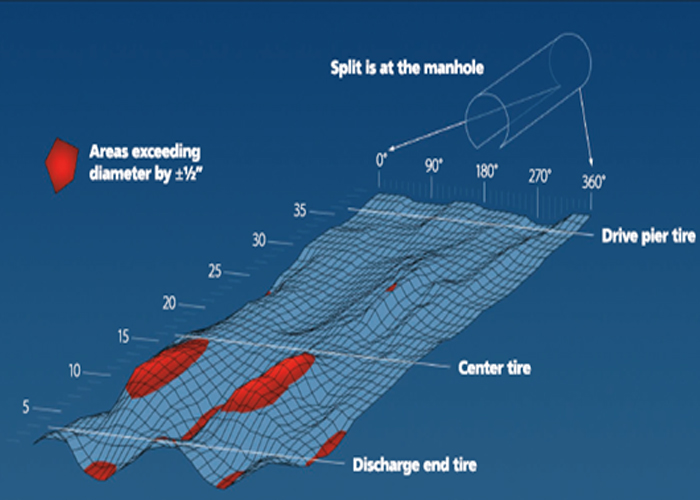
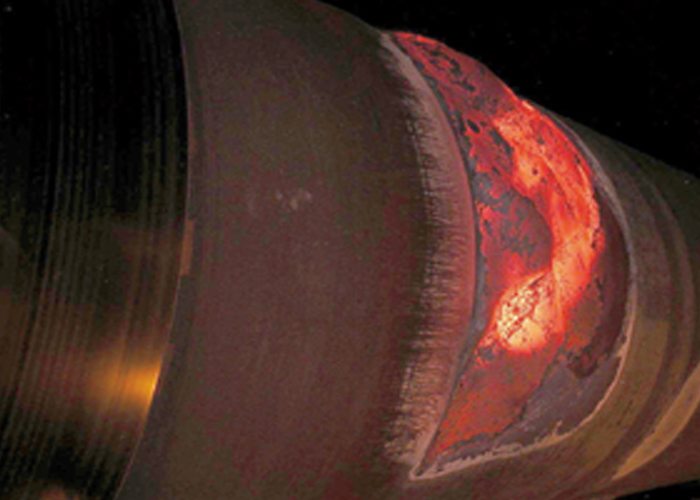
During cooling down, the Hot Spot will start to apply huge shrinking forces and will affect the straightness of the kiln tube. If the location is close to the middle tire, it will cause a crank
The “sharpness” of a shell deformation has a much higher impact on the bricks than its amplitude With higher shell runout and distortion, the shell is no longer rolling as a straight cylinder it is subject to additional bending stresses as its weight cycles from one roller to another. In extreme cases, a portion of the load shifts from pier to pier. The rollers, shafts, bearings, and bases, which are designed to support a portion of the total rotating load, now bear a reduced load for part of each revolution and a higher load for the balance of each cycle. A badly bent shell can induce extremely high load peaks during each rotation cycle. In addition to the shell problems, this overloading can lead to shaft failure, hot bearings, or even support base damage. Typically, a variation on shaft bending should not exceed 0.012” (0.3mm). Measuring shaft deflection is easily done.
The shell crack analysis also includes Roller shaft deflection and Tyre Axial Runout


In Situ Grinding of Tyre and Roller surface
Kiln is operated at tough conditions results in most Tyre and Support Rollers wear, forming a convex, concave and Taper (Conical) including spalling, pitting and ultimately fatigue failures.
The uneven wear on rollers and tyres of rotary kilns and dryers causes surface deformations that result reduced contact on surfaces and the following issues amongst others:
- Improper Axial balancing of the kiln or Axial movement of kiln
- Increased vibrations attributed to un-even surface contacts which lead to flat or timing marks on tyre and roller surfaces
- Improper or variable contact between tyre and support Roller leading to high hertz pressure between tyre and roller
- Increased and un-even wear on girth gear
- Variation in Girth gear backlash and clearance
- Kiln Inlet and outlet seal damage
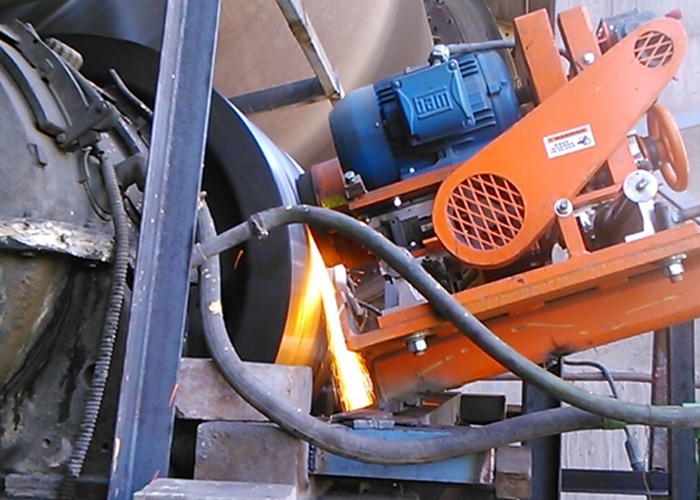
Our grinding is based on centre less grinding principle. Unlike others, who use single point tool, we use multiple cutting tools i.e.: Cup grinding stone. Our methods remain the most efficient for obtaining, truly flat and cylindrical surfaces for both tyres and rollers. We also grind tyre thrust faces on request.
Benefits of In Situ grinding include:
- Grinding is performed in-situ during normal operation of the kiln/rotary unit, without any downtime – no impact on production.
- Removes dangerous wear patterns which can lead to cracks, spalling and ultimate failure of that support component.
- Reduces power consumption
- Improves mechanical stability whilst reducing operating costs.
- Allows for proper adjustment of the support rollers during and after grinding




Support roller adjustment (Skewing of support Rollers)
Skew is a description of position of the roller axis with respect to the rotating drum axis. If these axis are parallel, the roller is neutral or has zero skew. If they are not parallel, then the roller is said to be “cut” or skewed, either correctly by pushing the drum uphill or incorrectly when pushing the drum downhill.
Since the drum is set on a slope, gravity pulls it downhill. Therefore, something must control the axial drum position. Typically, this is the job of the thrust rollers. However, the skew of the carrying rollers can also counteract this gravitational pull. Often, rotating equipment is economically built with light thrust rollers needing help from the carrying roller’s skew to keep the drum from pushing downhill too hard.
Causes of Incorrect Skew:
- Kiln Misalignment
- Incorrect skew carried out
- Tyre and support roller wear
- Settling of support piers
- Abnormal Variation in shell temperature causing change in kiln axis
High skew has consequences like:
- Surface damage
- Support roller bearing temperature
- Abnormal wear of tyre side guide blocks (Chair pad guides)
- Increase of kiln amperage (High load of kiln)
- High load on thrust roller



Major Repair and Overhauling Services Provided
For Kiln and Rotary Drums:
- Engineering Analysis of Kiln and Drum
- Kiln Shell Replacement
- Kiln Girth gear replacement
- Replacement of Kiln Seals
- Drive alignment through laser
- Other parts replacement
- Kiln Erection
- Support roller bearing Replacement
For Ball Mills:
- Ball Mill shell and Diaphragm replacement
- Ball Mill Girth gear replacement
- Drive alignment through laser
- Ball mill Mechanical Auditing
- Slide shoe bearing replacement and Grinding
Parts Supply:
We are providing parts as per the request of customer

